
ПЕРЕЙТИ В

НАШ АРХИВ
©
Автоматическая 2-х координатная обучаемая система управления станком или устройством.
©
Блок управления вентилем с управлением вручную, от датчиков или компьютера по заданному циклу.
©
©
Драйвер управления шаговым двигателем с встроенным блоком питания, 3 реле и 6 концевыми датчиками.
©
Блок управления 3 шаговыми двигателями и 3 исполнительными реле.
©
Станок для производства графитовых тиглей
©
©
Плоская шлифовка завода "Красный борец"
©
4-координатный фрезерный станок ЧПУ «Микрон»
©
Блок ЧПУ для управления шаговыми двигателями
©
Микропроцессорный блок управления ЧПУ станком
©
АРХИВ
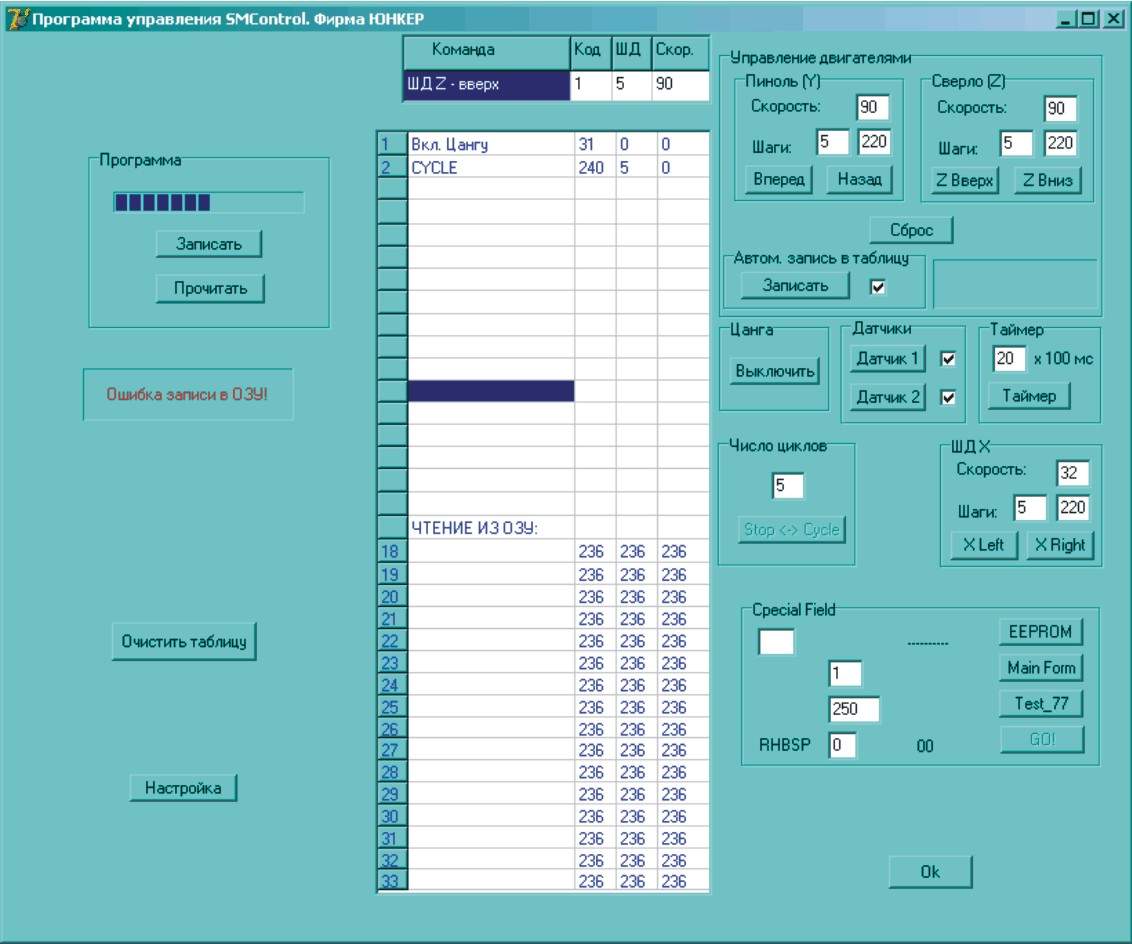
Автоматическая 2-х координатная обучаемая система управления станком или устройством где требуется выполнять замкнутые циклы работ с возможностью быстрой переналадки программы
Работа системы:
Если предположим она управляет токарным станком, то самую первую деталь вытачивают вручную после чего система запоминает последовательность действий оператора и последующие детали уже точит сама, от оператора требуется только менять заготовки. Скорости подачи каждой координаты, последовательность движений, паузы можно устанавливать и менять под конкретное изделие в программе управления после чего она записывается в память микропроцессора кнопкой «запись».Система позволяет запрограммировать и хранить на диске неограниченное количество циклов и программ перемещения и 5 программ непосредственно в оперативной памяти с возможностью их произвольного вызова и выполнения

Устройство представляет собой:
- Микропроцессорную плату управления 2 координаты.
- Блок управления шаговыми двигателями от 12В. 0,1А до 120В. 10А.
- Программу управления.
- Блок питания
Сфера применения
Автоматические циклы с возможностью быстрой переналадки
- Станки
- Робототехника
- Манипуляторы
- Устройства телеметрии.
- Устройства автоматики
- Механические устройства,(например автоматические рекламные щиты, поворотные устройства для камер наблюдения в 2 координатах с изменяемыми секторами просмотра, система позиционирования антенн и т.д ).
Алгоритм работы блока управления на примере Станка для изготовления электродов из графита
Примерный алгоритм работы станка
- Оператор подает заготовку(графитовый стержень) в патрон станка который под собственным весом падает до упора которым определяется длинна заготовки
- Патрон зажимается
- Отводится упор
- Подводится задний суппорт происходит операция сверления
- Отвод суппорта
- Подвод по запрограммированному алгоритму резцов (3 х и более)(операция формирования)
- Отрезание изделия (чистовая кромка)
- Изделие падает в поддон и выкатывается из станка
- Патрон разжимается заготовка продвигается до упора
- Цикл повторяется с пункта 2-9
примерный цикл не более 30 секунд на изделие
Алгоритм настройки станка
- Оператор выставляет заслонку длинны заготовки ,передвигая по направляющим вручную узел резцовую головку и закрепляя его винтом на нужной длине.
- В патрон до упора подается заготовка
- Резцовые узлы (3 и более) по направляющим передвигаются на длины в соответствии с типоразмером изделия и крепятся винтами к направляющим
- шаговыми двигателями или лимбами на них касанием режущей части резца заготовки выставляется база «0»
- В компьютер загружается программа управления
- В программе оператором прописывается ходы инструмента, скорости и направление вращения двигателей согласно номенклатуре изделия (однажды написанная программа может сохранятся и использоваться всякий раз с похожим изделием в этом случае пункт 6 отменяется)
Перестройка станка под другие типоразмеры изделия происходит вышеописанным образом.