
ПЕРЕЙТИ В

НАШ АРХИВ
©
Автоматическая 2-х координатная обучаемая система управления станком или устройством.
©
Блок управления вентилем с управлением вручную, от датчиков или компьютера по заданному циклу.
©
©
Драйвер управления шаговым двигателем с встроенным блоком питания, 3 реле и 6 концевыми датчиками.
©
Блок управления 3 шаговыми двигателями и 3 исполнительными реле.
©
Станок для производства графитовых тиглей
©
©
Плоская шлифовка завода "Красный борец"
©
4-координатный фрезерный станок ЧПУ «Микрон»
©
Блок ЧПУ для управления шаговыми двигателями
©
Микропроцессорный блок управления ЧПУ станком
©
Автоматический станок САГ-001м
АРХИВ
Станок для изготовления графитовых тиглей
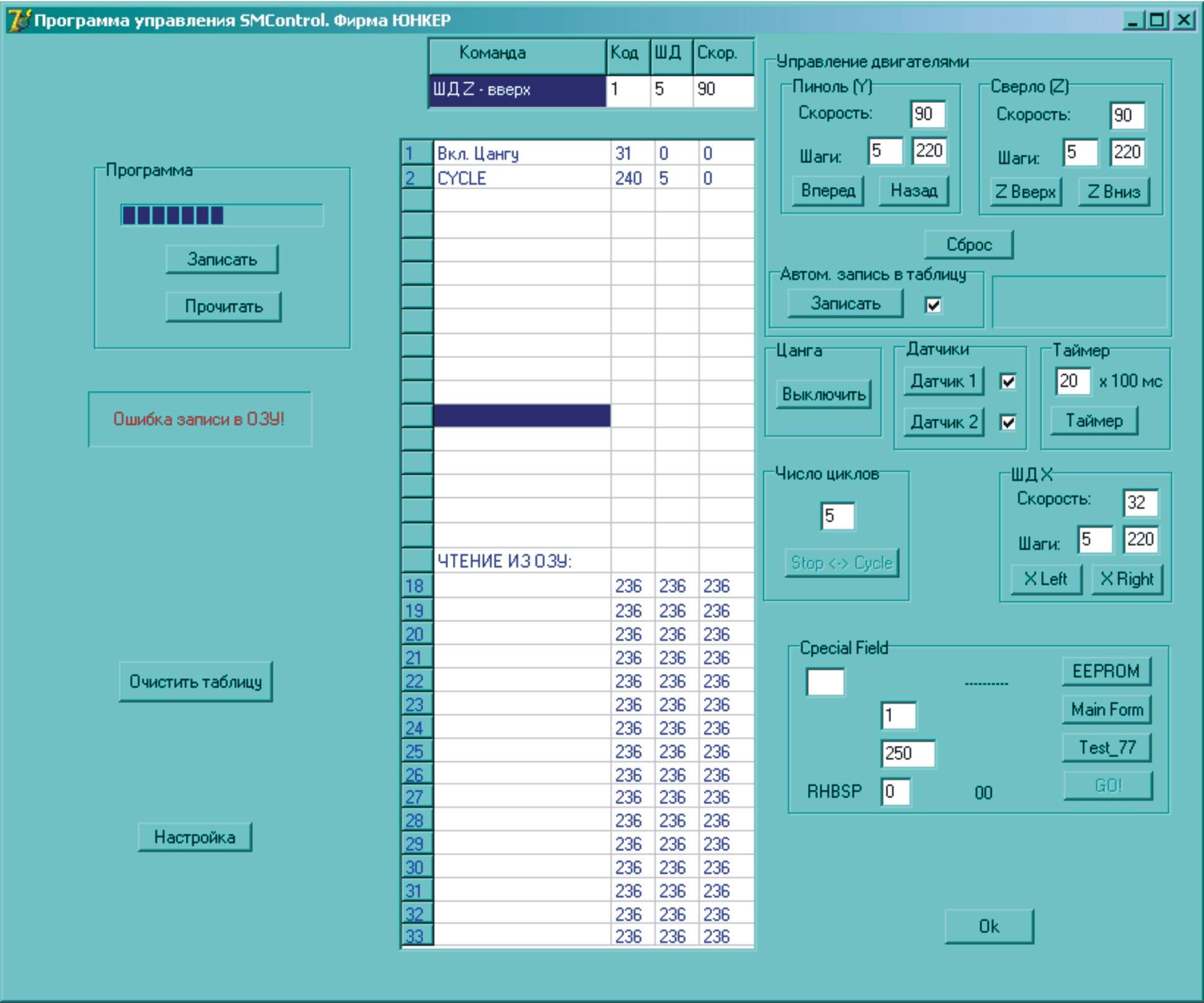
Программа управления станком «SMControl»
SMControl
Технические требования к компьютеру:
процессор Pentium-100 и выше,
оперативная память, не менее 16 Мб,
свободное место на жестком диске, не менее 20 Мб,
выход последовательного порта COM 1,
операционная система Windows 98 и выше.

Запуск программы файл SMControl.exe, после появления главного меню в левой части появляется надпись «COM-порт открыт!». Это означает, что программа обнаружила последовательный порт COM 1 и настроила его для управления контроллером.
В правой части программы вверху находится блок управления двигателями: пинолью (блок резцов) координата Y и сверлом координата Z. В окне «Скорость» выставляется линейная скорость перемещения соответствующего инструмента: горизонтальная для пиноли и вертикальная для сверла. В окнах «Шаги» выставляется количество шагов, на которое необходимо переместить соответствующий инструмент. В левом окне выставляется грубое значение шагов, а в правом точное. Одно значение шага в левом окне равно 255 значениям в правом. Максимальное значение для любого окна, не более 255. С помощью кнопок «Вперед», «Назад», «Z вверх» и «Z вниз» происходит перемещение соответствующей координаты. При нажатии на одну из этих кнопок в контроллер посылается команда на управление. Программа ожидает ответ от контроллера, при этом запрещена повторная подача команды, до тех пор, пока контроллер не отработает предыдущую. Чтобы прекратить ожидание ответа, (но не выполнение команды!) необходимо нажать кнопку «Сброс».
Все команда отображаются в таблице, которая расположена в центре экрана вверху. При нажатии на кнопку «Записать», команды будут переписываться в главную таблицу, расположенную в центре экрана. Если включен контрольный индикатор («галочка») «Автоматическая запись в таблицу», запись в главную таблицу будет происходить при каждой управляющей команде, при этом кнопка «Записать» будет недоступна.
Справа от главной таблицы также находятся: блок включения/выключения цанги подающей заготовку, блок установки таймера и блок контактных датчиков (опция). Таймер служит для задания задержек между рабочими операциями. Максимальное время задержки равно: 255мс х 100 = 25сек

Опционный блок «Датчики» работает при наличии в системе каких-либо контактных датчиков, например датчика подачи заготовки или датчика приема изготовленной детали в сборный лоток. Соответствующие контрольные индикаторы можно настроить на ожидание замыкания или размыкания датчиков. Все команды для цанги, таймера и датчиков также записываются в главную таблицу.
Команды из этой таблицы, могут быть зациклены, т.е. повторены несколько раз. Для определения числа повторений служит окно «Число циклов».
Окно «ШДХ» (опция) служит для управления третьим шаговым двигателем по координате X. Эта опция в данном контроллере не активирована.
В главной таблице может быть записано не более 15 команд + 16-я команда. «CYCLE» команда зацикливания, которая записывается автоматически. После заполнения таблицы, при нажатии кнопки «Записать» происходит запись команд в энергонезависимое ОЗУ контроллера. Кнопка «Прочитать» предназначена для чтения и сравнения данных из ОЗУ. С помощью кнопки «Очистить таблицу» можно очистить все строки в таблице, но не в ОЗУ. Старая программа в ОЗУ автоматически стирается при записи в него новой программы.
Элементы управления и индикации на передней панели установки.
Запуск программы на выполнение происходит при нажатии кнопки «ПУСК» на передней панели, а для остановки служит кнопка «СТОП». Четыре кнопки «ВПРАВО», «ВЛЕВО», «ВВЕРХ» и «ВНИЗ» служат для ручного позиционирования соответствующих инструментов. Индикация выбора и направления движения инструментов осуществляется соответствующими светодиодами. При включении режима «ПУСК» загорается красный светодиод. Этот светодиод начинает мигать при работе таймера, (а также при ожидании замыкания или размыкания контактных датчиков-(опция)).
Пример программирования контроллера
Дано:
- Мотор шпинделя включается
- Сверло понимается до базового положения (кнопками на блоке)задается в начале работы
- Цанга разжимается- заготовка падает на сверло
- Сверло поднимается -операция установки длинны изделия
- Цанга зажимается
- Сверло поднимается -операция сверления
- Сверло опускается до положения начала сверления(или до базового)
- Пиноль перемещается слева направо, делает фаску
- Пиноль перемещается назад -операция отрезания
- Изделие падает в приемник
- Пиноль перемещается в базовое положение
- Цикл повторяется с позиции 3.
Выполняем
Предварительные операции:
- Включить мотор шпинделя и выставить требуемые обороты
- Установить базовые положения координат «Сверло» и «Пиноль»вне зоны перемещения заготовки (кнопками на блоке управления) Примечание. Базовым положением считать положение начало рабочего хода инструмента
- В окно «цикл» управляющей программы ввести необходимое количество циклов.
Рабочие операции
Настройка размеров
- В окне «сверло» ввести приблизительные значения перемещения от базы вверх (грубо и точно)
- Нажать кнопку «вверх»в управляющей программе -сверло переместилось на заданное значение
- Установка длинны заготовки Индикатором установленным в торец сверла (через загрузочную трубку),определяем высоту хода сверла следующим образом: в окнах «грубо» и «точно» выставляем примерное количество шагов от базы и нажимаем в управляющей
- Программе кнопку вверх. Не меняя настроек нажимаем в управляющей программе кнопку «вниз» -сверло опускается до базового положения. (все перемещения инструмента начинаются с базового положения ).Добавляя или убирая количество шагов от базы добиваемся требуемой длинны заготовки. Кнопкой «записать» в окне «автоматическое запись в таблицу» занести найденное крайнее верхнее положение сверла (грубое и точное) в центральную главную таблицу отвести сверло кнопкой в управляющей программе «вниз» в базовое положение. Кнопкой «записать» в окне «автоматическое запись в таблицу» занести найденное крайнее нижнее положение сверла (грубое и точное) в центральную главную таблицу.
- Установка времени удержания цанги Кнопкой расположенной на задней панели блока управления включить электромагнит цанги на время за которое заготовка упадет на сверло. В окне «цанга» управляющей программы Нажать кнопку «включить» при этом в главную таблицу автоматически запишется команда на включение цанги. Установить в окне «таймер» управляющей программы определенное выше время работы электромагнита цанги. Нажать кнопку «таймер» при этом в главную таблицу автоматически запишется время включения цанги. Нажать кнопку «выключить» при этом в главную таблицу автоматически запишется команда на выключение цанги.
- Установка глубины сверления Индикатором установленным в торец сверла (через загрузочную трубку),определяем высоту хода сверла следующим образом: в окнах «грубо» и «точно» выставляем примерное количество шагов от крайнего нижнего положения найденного выше и нажимаем в управляющей программе кнопку вверх. Не меняя настроек нажимаем в управляющей программе кнопку «вниз» -сверло опускается до крайнего нижнего положения. (все перемещения инструмента начинаются с крайнего нижнего положения ).Добавляя или убирая количество шагов от крайнего нижнего положения добиваемся требуемой глубины сверления. Кнопкой «записать» в окне «автоматическое запись в таблицу» занести найденное крайнее верхнее положение сверла (грубое и точное) в центральную главную таблицу.
- Установка проточки фаски -Подводим пиноль кнопкой в управляющей программе «вправо» до базового положения (положение при котором резец не касается заготовки примерно 1-2мм).После чего резцом. определяем глубину проточки фаски ; в окнах «грубо» и «точно» выставляем примерное количество шагов от базового положения и нажимаем в управляющей программе кнопку вправо. Не меняя настроек нажимаем в управляющей программе кнопку «влево» резец перемещается в базовое положение.(все перемещения инструмента начинаются с базового положения ).Добавляя или убирая количество шагов от базового положения добиваемся требуемой глубины проточки. Кнопкой «записать» в окне «автоматическое запись в таблицу» занести найденное крайнее правое положение резца (грубое и точное) в главную таблицу. Эти значения необходимо записать на бумаге.
- Установка отрезания изделия -Подводим пиноль кнопкой в управляющей программе «влево» до отрезания изделия. Кнопкой «записать» в окне «автоматическая запись в таблицу» занести найденное крайнее левое положение резца (грубое и точное) в центральную главную таблицу. Не меняя настроек нажатием кнопки «вправо» отводим пиноль до предыдущего местоположения. Кнопкой «записать» в окне «автоматическое запись в таблицу» занести это положение резца (грубое и точное) в главную таблицу. В окнах «грубо и точно» занести записанные на бумаге значения и нажать кнопку «влево» в управляющей программе. Резец будет отведен в базовое положение и освободит отрезанную деталь. Кнопкой «записать» в окне «автоматическая запись в таблицу» занести найденное крайнее правое положение резца (грубое и точное) в главную таблицу. На этом один рабочий цикл заканчивается. Если необходима временная задержка между циклами, установить в окне «таймер» управляющей программы время задержки. Нажать кнопку «таймер», при этом в главную таблицу автоматически запишется время задержки.
- Для записи программы в энергонезависимое ОЗУ контроллера нажать кнопку «Записать» в левой части управляющей программы. Для проверки записанной программы нажать нижерасположенную кнопку «Прочитать».
- Для запуска программы нажать кнопку «Пуск» на панели управления. Для экстренной остановки кнопку «Стоп». Внимание! При экстренной остановке происходит потеря найденных базовых положений сверла и пиноли.